


- bomba de masa fundida
- Las bombas dosificadoras
- Las bombas de engranajes
- Sistema de accionamiento
- Sistema de control
- Cambiador
- Cambiador de chapa de madera
- Cambiador de doble placa
- Cambiador sola columna
- Cambiador de doble columna
- Malla de cambio de filtros de
- Manual screen changer
- pérdida en el alimentador de p
- No.11 Changchun Road, Zona de Desarrollo de Alta y Nueva Tecnología, Zhengzhou, China.
- sales@battemachinery.com
- +86 371 67997733
- Battemachinery
- +86 371 67997677 / 67997877
- +86 15838331071
2016-12-10 17:32
Reducción de la temperatura y la sup
Una bomba de engranajes es un método común para disminuir la presión de descarga de la extrusora, especialmente si la presión de descarga requerida por la matriz es relativamente alta. la reducción de la temperatura y la supresión de sobretensiones son factores.
Reducción de la temperatura:La disminución de la presión de descarga de la extrusora hará que la tasa específica para aumentar y la temperatura de descarga a disminuir. Un esquema para la presión axial y la temperatura para un proceso de una sola etapa se muestra en la Figura 3.
Aquí la bomba está generando la presión en lugar de la sección de dosificación del tornillo, lo que permite la temperatura de descarga para disminuir. Por ejemplo, un proceso y de la matriz requiere una presión de 21 MPa para la operación a una velocidad de 400 kg / h para un polietileno de alta densidad (HDPE) de resina con un índice de fusión de 0,08 dg / min (190 ° C, 2,16 kg). Si toda la presión se proporciona por una sola etapa de extrusión 114,3 mm de diámetro (diseño de tornillo fijo), la temperatura de descarga será de alrededor de 242 ° C, como se muestra por la curva de funcionamiento en la Figura 4. Aquí la tasa específica para la operación es 4,7 kg / (h rpm). Pero si una bomba de engranajes está situado entre la extrusora y la matriz de tal manera que una porción de la presión requerida es generada por la bomba, entonces la tasa específica para la operación del tornillo aumentará (haciendo que la velocidad del tornillo a disminuir a una tasa fija ) y la temperatura de descarga se reducirá. Por ejemplo, si la presión de entrada a la bomba de engranajes (presión de descarga de la extrusora) en este caso fue de 8 MPa, la extrusora sería se descarga a 231 ° C y operar a una velocidad específica de 6,3 kg / (h RPM). Por lo tanto, la temperatura de descarga podría ser reducida por 11 o C y la tasa específica aumentó en 1,6 kg / (h rpm), como se muestra en la Figura 4.
Algunos aumento de la temperatura se producirá como la resina pasa a través de la bomba de engranajes. Este aumento de temperatura es pequeña en comparación con la disminución de la temperatura debido al uso de la bomba para aumentar la presión de la línea. La temperatura del material extruido real dependerá del diseño y la operación del tornillo, la viscosidad de cizallamiento de la resina, la contribución de presión de la bomba, y el diseño de la bomba.
Supresión de sobretensión:Flujo y ondulantes, se define como el cambio en la tasa de oscilación de la extrusora, manteniendo las condiciones de consigna constantes. El flujo creciente puede provenir de muchas fuentes diferentes, incluyendo el transporte de sólidos inadecuada, inestabilidades de fusión, las restricciones de flujo, y algoritmos de control inadecuadas [3,4]. Las bombas de engranajes son muy eficaces en la mitigación de impulsos de presión procedente de la extrusora, y por lo tanto tienen la capacidad de reducir al mínimo el consumo de resina en el producto final de un proceso con una oleada de flujo de leve a mantener un nivel de producción para procesos con creciente flujo severa.
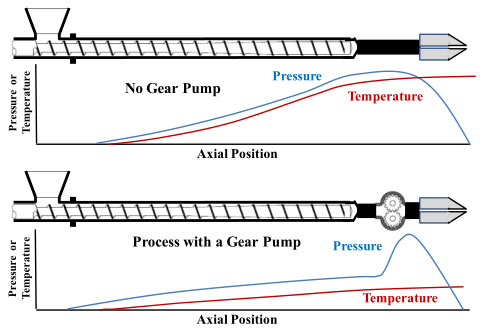
Figura 3. Un diagrama esquemático de la presión axial y la temperatura para procesos con y sin una bomba de engranajes. Las tarifas de ambos procesos son los mismos, pero la temperatura de descarga para el proceso con la bomba de engranajes es menor que para el proceso estándar.

Extrusor de descarga de presión, MPa Figura 4. El funcionamiento de una extrusora de diámetro 114,3 mm corriendo una resina de HDPE de 400 kg / h en función de la presión de descarga.
Un problema creciente flujo severa y aleatorio limita la tasa de producción para un gran diámetro, de dos etapas, ventila extrusora [5]. Si no fuera por una bomba de engranajes situada entre la extrusora y mueren, esta línea de extrusión no habría sido operable. El surgimiento, sin embargo, limitar la salida de la línea a alrededor de 70% de su tasa potencial. La tasa máxima potencial es la tasa que la extrusora puede funcionar a velocidades altas de los tornillos y con un funcionamiento adecuado. El extrusor fue 203,2 mm de diámetro y tenía una longitud a diámetro (L / D) de barril 40. Un esquema de la extrusora y la disposición bomba de engranajes se muestra en la Figura 2. El sistema de extrusión se utilizó para hacer un producto de hoja.
operación de estado estacionario de la máquina de extrusión se muestra por los primeros 400 minutos en las Figuras 5 y 6. Los datos para estas cifras eran de la misma serie de producción. La extrusora estaba corriendo una resina de poliestireno de alto impacto (HIPS) a 2250 kg / hy una velocidad de tornillo de 99 rpm para una velocidad específica de 22,7 kg / (h rpm). Esta tasa específica era aproximadamente 14% más alta que la velocidad de flujo de rotación específica calculada por la sección de medición de la primera etapa, lo que indica que existe un perfil de presión negativa en la sección. Se espera que el gradiente de presión negativa para una sección de medición de la primera etapa de un tornillo de ventilación que está operando apropiadamente; es decir, la sección de dosificación de la primera etapa estaba lleno de resina. Para mantener la estabilidad, la velocidad del tornillo de la extrusora se reduce de tal manera que extrusora estaba operando a alrededor de 70% de su velocidad máxima potencial. Esto es, al tornillo de velocidades más altas que 99 rpm de la extrusora era más probable que la transición de un establo a una operación inestable.
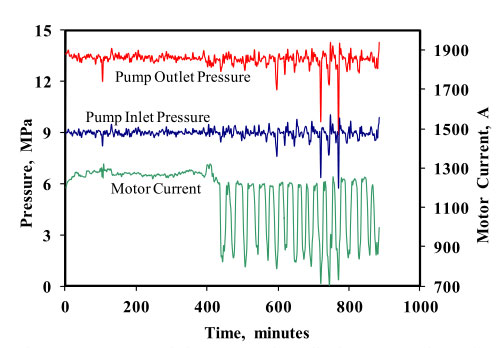
Figura 5. entrada de la bomba (descarga de la extrusora) y presiones de salida y la corriente del motor para la extrusión estable e inestable para una resina HIPS extrusora de gran diámetro en funcionamiento.
Durante esta primera 400 minutos, la presión de entrada a la bomba era relativamente estable, y la presión de descarga a la matriz también fue aceptable, produciendo producto de primera. Luego de ejecución cerca de 410 minutos, la extrusora comenzó a funcionar de forma inestable, como se indica en las figuras 5 y 6. El cambio de proceso que causó la extrusora para pasar de una operación estable a una inestable no se conocía, pero podría haber sido debido a pequeños cambios en la densidad aparente del material de alimentación o de enfriamiento de agua a las fluctuaciones del tornillo.
La causa fundamental de la solución técnica evento y se proporcionaron anteriormente [3,5] y que están más allá del alcance de este escrito. Como se muestra en la Figura 6, la velocidad del tornillo del extrusor estaba oscilando entre 100 y 180 rpm durante el período de la inestabilidad. Durante este período inestable, sin embargo, el control de la bomba de engranajes permite que la presión de entrada de la bomba para oscilar a solamente un nivel bajo. La presión de salida de la bomba (presión a la matriz) tenía un nivel similar de oscilación como en la presión de entrada, como se muestra en la Figura 5. La oscilación en la presión de salida, sin embargo, era aceptable para la fabricación de productos de primera. consumo de resina fue mayor de lo normal durante el funcionamiento inestable ya que el producto fue variando ampliamente entre los límites de control superior e inferior para el espesor de la chapa en lugar de operar cerca del límite de control inferior. Si la bomba no habría sido en esta línea, principal producto no podría haberse producido cuando el extrusor era inestable. Aunque la oscilación de presión observado aquí era inaceptable, la bomba era capaz de permitir la producción durante el tiempo necesario para hacer que la modificación del proceso para mitigar el aumento.
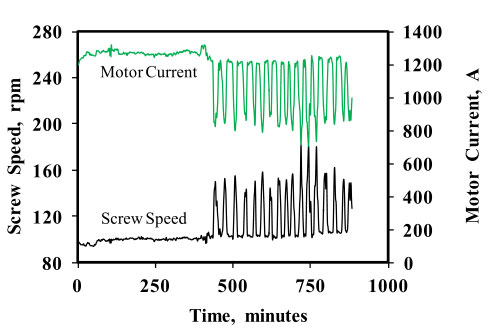
Figura 6. La velocidad del tornillo y la corriente del motor para una máquina de extrusión de gran diámetro de funcionamiento estable e inestable.
anterior:sin
siguiente:Bomba de engranajes para la extrusor
Inquiry
Más gente como
- Reducción de la temperatura y la sup2016-12-10
- Bomba de engranajes para la extrusor2016-12-10
