


- bomba de masa fundida
- Las bombas dosificadoras
- Las bombas de engranajes
- Sistema de accionamiento
- Sistema de control
- Cambiador
- Cambiador de chapa de madera
- Cambiador de doble placa
- Cambiador sola columna
- Cambiador de doble columna
- Malla de cambio de filtros de
- Manual screen changer
- pérdida en el alimentador de p
- No.11 Changchun Road, Zona de Desarrollo de Alta y Nueva Tecnología, Zhengzhou, China.
- sales@battemachinery.com
- +86 371 67997733
- Battemachinery
- +86 371 67997677 / 67997877
- +86 15838331071
2016-12-10 09:58
Control de presión de la bomba de en
Control de presión de la bomba de engranajes es tan importante que un algoritmo de control pobre de la bomba puede causar alguna variación en la velocidad del tornillo del extrusor, causando grandes variaciones en la presión de entrada a la bomba.
Este tipo de surgimiento de control inducida puede ocurrir a pesar de que el proceso como diseñado es inherentemente estable. Para determinar si el algoritmo de control está induciendo el surgimiento, la velocidad del tornillo de la extrusora debe ser operado en un modo manual y a una velocidad constante. Si el controlador está induciendo el surgimiento, colocando el proceso en el modo de control manual se estabilizará el proceso.
Se recogieron datos de procesos transitorios de una extrusora con una bomba de engranajes aguas abajo. Para este caso, el algoritmo de control estaba controlando la velocidad del tornillo de tal manera que la presión de entrada a la bomba se mantuvo a 8 MPa para una resina de policarbonato (PC). Aunque la variación de la velocidad del tornillo no era excesivo en 67 + 1,5 rpm, la variación de la corriente del motor parecía bastante alta a 540 + 90 A. Luego de ejecución de 16 minutos, la extrusora fue de automático a control de tornillo manual; es decir, la velocidad del tornillo se mantuvo constante a 67 rpm. Como se muestra por los datos de la Figura 1, la variación de la corriente del motor se mantuvo sin cambios, lo que indica que el algoritmo de control de velocidad del tornillo no se induce la variación de la corriente del motor. Durante el período en que la velocidad del tornillo se mantuvo constante, la presión a la entrada de la bomba aumentó lentamente, como se muestra en la Figura 2. Esta presión se aumenta debido a que el tornillo estaba operando a una velocidad que dio una tasa ligeramente más alta que la necesaria por la bomba. Cuando el control se colocó de nuevo en el modo automático, la velocidad del tornillo se redujo inicialmente para compensar la más alta que la presión de entrada de la bomba deseada.
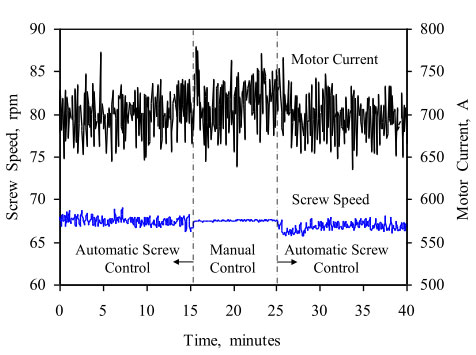
Figura 1. Un proceso de extrusión con una bomba de engranajes de aguas abajo con el tornillo que opera en el control de presión de entrada y seguido por el tornillo en la operación manual (velocidad del tornillo constante).
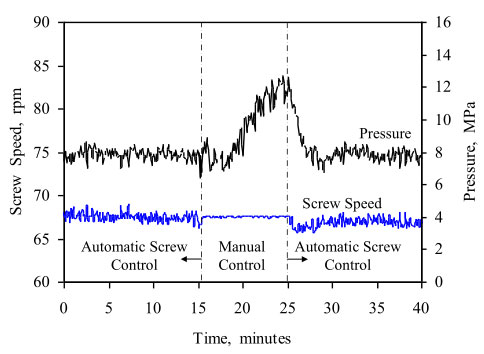
Figura 2. La presión en la entrada de la bomba de engranajes para los datos presentados en la Figura 1. La presión aumentó durante el control manual debido a que la velocidad de flujo de la extrusora fue ligeramente mayor que la velocidad de la bomba.
El gran nivel de variación en la corriente del motor durante el control constante de velocidad de tornillo sugiere que el proceso de extrusión era inestable, y el algoritmo de control no era la causa de la variación en la corriente del motor. La raíz del problema y solución técnica para mitigar el aumento se proporcionan en otro lugar.
En otro caso, una extrusora de una sola etapa con una bomba de engranajes funcionamiento de un polietileno de baja densidad (LDPE) de resina estaba operando con una oscilación de presión en la descarga de la extrusora. Al igual que el caso anterior, no se sabía si el extrusor o el algoritmo de control para la bomba de engranajes estaba causando la inestabilidad. La oscilación de presión durante el período de inestabilidad se muestra en la Figura 3 para los primeros 7 minutos de la recogida de datos. Al igual que antes, el controlador de la bomba de engranajes se colocó en el modo manual de tal manera que la velocidad del tornillo del extrusor se mantuvo constante. Como se muestra en la Figura 3, la presión en la entrada de la bomba de engranajes era relativamente estable cuando la velocidad del tornillo era en el control manual. Cuando el control se vuelve a encender, se reanudaron las variaciones de presión. Estos datos indican que el algoritmo de control estaba causando la picos de presión a la entrada de la bomba de engranajes. En este caso la ganancia proporcional del controlador se establece demasiado alta para el proceso. Cuando se redujo la ganancia, el proceso se hizo muy estable con la bomba en el modo de control automático.
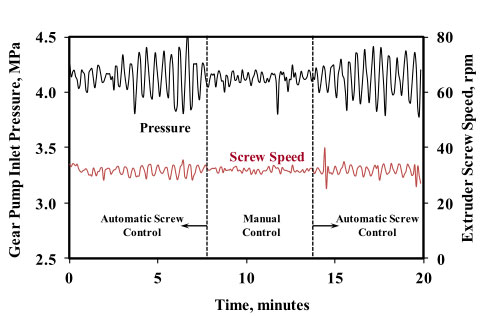
Figura 3. La dinámica del proceso de una bomba de engranajes con un sistema de control mal diseñado. La colocación del controlador de velocidad del tornillo en el modo manual se recomienda cuando se observaron niveles menores de una oleada de flujo con un proceso en el que la velocidad del tornillo se controla desde la presión de entrada de una bomba de engranajes. Este procedimiento le guiará correctamente el proceso de solución de problemas para centrarse en la extrusora o la bomba de engranajes.
anterior:sin
siguiente:Bangkok 2017 Plásticos y Caucho Expo
Inquiry
Más gente como
- Bangkok 2017 Plásticos y Caucho Expo2016-12-10
- Control de presión de la bomba de en2016-12-10
